Skip to contentIndustrial applications of X-rays
wellman2023-11-27T09:25:00+08:00X-rays have a wide range of industrial applications due to their ability to penetrate materials and provide detailed imaging. Here are some common industrial applications of X-rays:
Non-destructive Testing (NDT):
X-rays are extensively used for NDT to inspect the integrity of materials and structures without causing damage. This includes detecting defects, cracks, or voids in metal components, welds, pipelines, and aircraft parts.
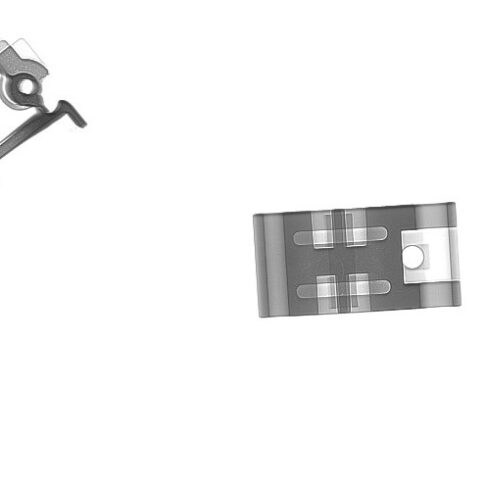
Quality Control in Manufacturing:
X-ray imaging is employed in manufacturing processes to ensure the quality and integrity of products. It can be used to inspect electronic components, circuit boards, automotive parts, and other manufactured goods for defects or inconsistencies.

Security Screening:
X-ray scanners are widely used in airports, ports, and other high-security areas to screen baggage, cargo, and packages for concealed weapons, explosives, or contraband items. These scanners generate detailed images that allow security personnel to identify potential threats.
Material Analysis:
X-ray fluorescence (XRF) spectroscopy is used to analyze the elemental composition of materials. It is commonly employed in industries such as mining, pharmaceuticals, and electronics to determine the presence and concentration of various elements in samples.
Industrial Radiography:
X-ray radiography is used to inspect the internal structure of objects, such as welds, castings, or concrete structures. It helps identify defects, cracks, or inconsistencies that may affect the performance or safety of the object.

Medical Device Manufacturing:
X-rays are utilized in the manufacturing of medical devices, such as implants or prosthetics, to ensure their quality and accuracy. X-ray imaging helps verify the dimensions, alignment, and integrity of these devices.
These are just a few examples of the industrial applications of X-rays. The versatility and non-invasive nature of X-ray technology make it invaluable in various industries for inspection, analysis, and quality control purposes.
Share this to your social media





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}